 English
English 中文简体
中文简体 Türk
Türk عربى
عربى






轴承一般由内圈、外圈、滚动体和保持架组成。对于密封轴承,添加润滑剂和密封圈(或防尘盖)。这就是轴承的意义所在。根据轴承的工况,可以选择不同类型的方法,以更好地发挥轴承的功能,延长轴承的使用寿命。我们选择轴承要考虑以下因素: 1.径向载荷 2.轴向载荷 3.转速要求 4.径向跳动 5.轴向跳动 6.工作温度 7.噪音要求 8.润滑状态 轴承型号一般由预先指定、主要指定和后指定。一...
阅读更多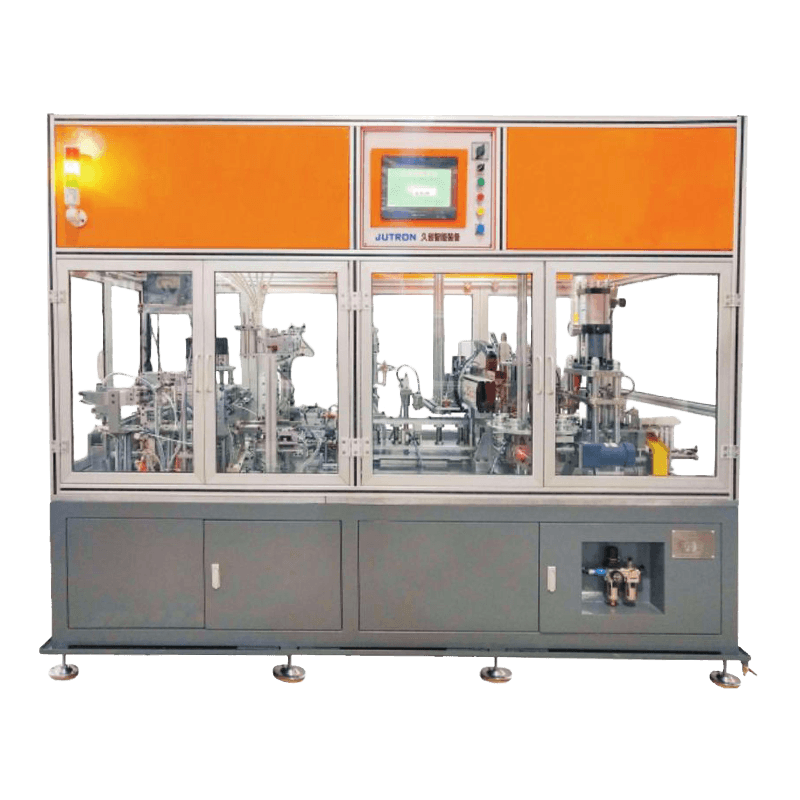

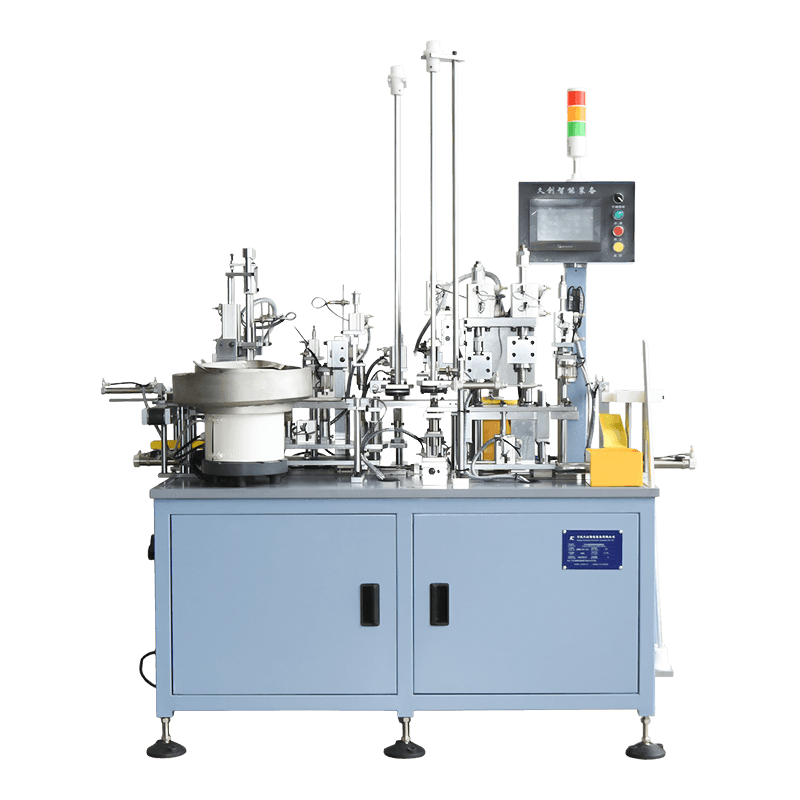
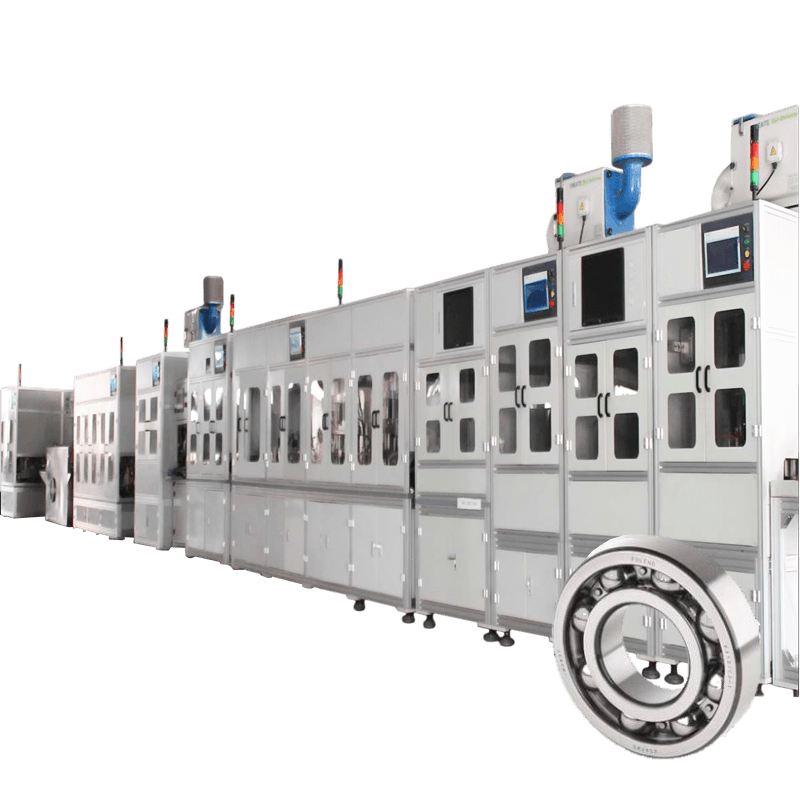
工艺流程:
内圈输送上料→内圈搬送→内圈沟道测量→内圈空位→内圈料库→外圈输送上料→外圈搬送→外圈沟道测量→外圈空位→外圈料库→内圈选配+外圈选配→内外圈配对合拢→空工位→ 装球机构选球和装球→轴承合套→链板输送→光纤/影像找空位→归拢→分球→机械/影像检球→放上保持器→机械手 上保检测→不合格踢除→放下保持器→抖合→钉检→铆压→机械/影像终检→不合格品剔除→成品出料
精度指标:
机器产生钢球伤比例: ≤1% (相对人工比率)
测量伤比例:≤1%
散球比例:≤0.5%
游隙散差:≤5um,(此指标是指内外圈的滚道圆度在s1m )
内外圈,钢球配对数:内外圈各16个料库和10组钢球配对
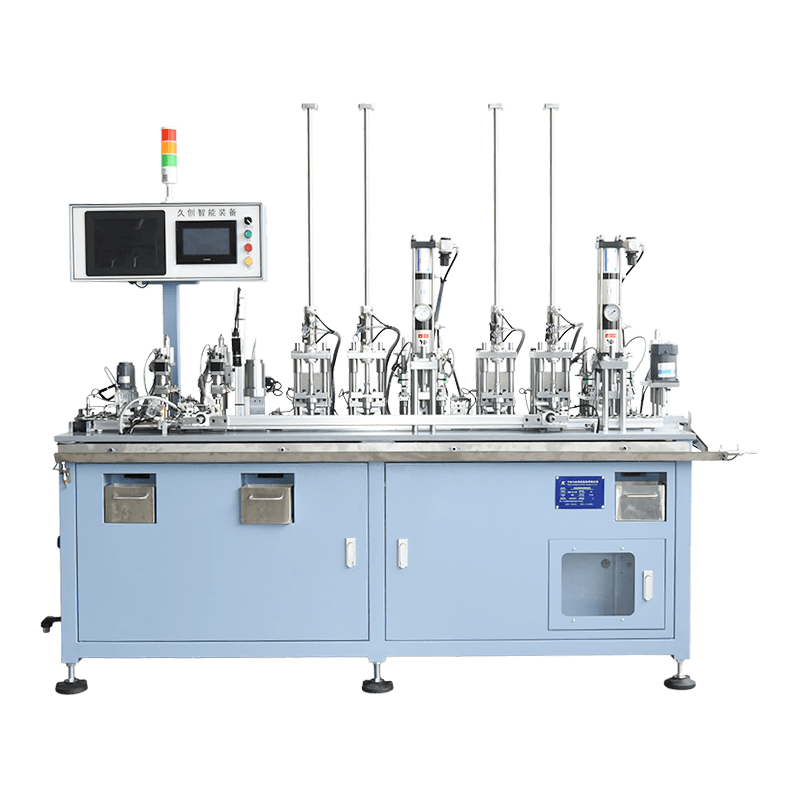
特色功能:
自动对标:标准件自动读入,对标偏差时自动报警,停止工作。对标时间可由操作员工自行设定。
单个球瓶取球: 10组钢球瓶,每个球瓶下单独一个气缸进行取球,新结构可大量降低取球时对钢球伤害。
扫码加球:使用扫描枪扫描钢球盒上二维码或条形码,设备上对应钢球瓶自动打开,以避免传统人工加错钢球情况。
多储料机构:新结构采用弯爪/铆钉保持器多串上料设计,减少人工,上料次数,提高设备整体运行效率,在提高生产效率同时降低人工成本。
一体机定制化方案:合套可搭配尼龙、冠型、弯爪、铆钉等保持器装配和游隙检测进行一体化设计。
双16工位料库结构,合套率大幅度提高。
设备工位布局更加合理,整体占地面积更小。
整机操作方向定制,通用各种整线方案。
加罩机等整体外观设计。
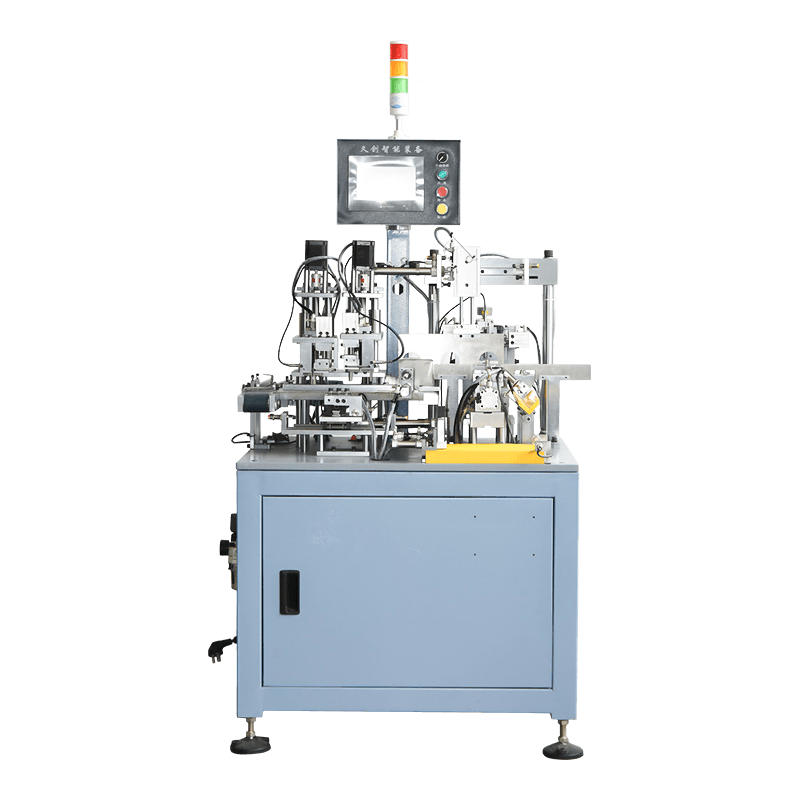
| 设备型号 | JR-YT01 | JR-YT02 |
| 适用范围 | 轴承外径7-22mm | 轴承外径22-62mm |
| 工作效率 | ≤4秒 | ≤3.5秒 |
| 工作电压 | 220V/50Hz/1.5A | |
| 工作气压 | ≥0.4MPa | |
| 外形尺寸 | 1770×640×1800mm | 2490×1080×1800mm |
如果您有任何疑问或需要帮助,请直接联系我们,我们将提供 及时为您提供在线帮助和服务。




轴承一般由内圈、外圈、滚动体和保持架组成。对于密封轴承,添加润滑剂和密封圈(或防尘盖)。这就是轴承的意义所在。根据轴承的工况,可以选择不同类型的方法,以更好地发挥轴承的功能,延长轴承的使用寿命。我们选择轴承要考虑以下因素: 1.径向载荷 2.轴向载荷 3.转速要求 4.径向跳动 5.轴向跳动 6.工作温度 7.噪音要求 8.润滑状态 轴承型号一般由预先指定、主要指定和后指定。一...
阅读更多轴承的装配方法如下: 1、锤击法 用锤子垫上紫铜杆和一些比较软的材料再锤击的方法要注意不要使铜粉等异物落入轴承滚道内,也不要直接敲击轴承的内外圈。用锤子或冲桶敲打轴承,以免影响轴承的配合精度或造成轴承的损坏。 2、螺旋压力机或液压机装配方法 对于过盈公差较大的轴承,可采用螺旋...
阅读更多 电话: 13736011371
电话: 13736011371  邮箱: chinajutron@163.com
邮箱: chinajutron@163.com 